Membrane technology
Membrane housings are the pressure-resistant heart of every hydrogen membrane system. WOLF manufactures high-pressure-resistant, diffusion-tight pressure housings that protect sensitive separation membranes and make their performance possible in the first place. Precision-machined, tested in accordance with AD 2000, EN 13445, and ASME, and available as a complete in-house skid upon request.
Membranes are the heart. We build the protective shell.
Membranes used for hydrogen separation are highly sensitive to mechanical stress and even the smallest leaks. Our precision-machined, high-pressure-resistant housings made of carbon steel and stainless steel provide the perfect protective shield. With defined surface finishes and precisely matched module mounts, we ensure that your membrane technology operates safely, leak-free, and efficiently under extreme pressure.

Membrane housings in detail
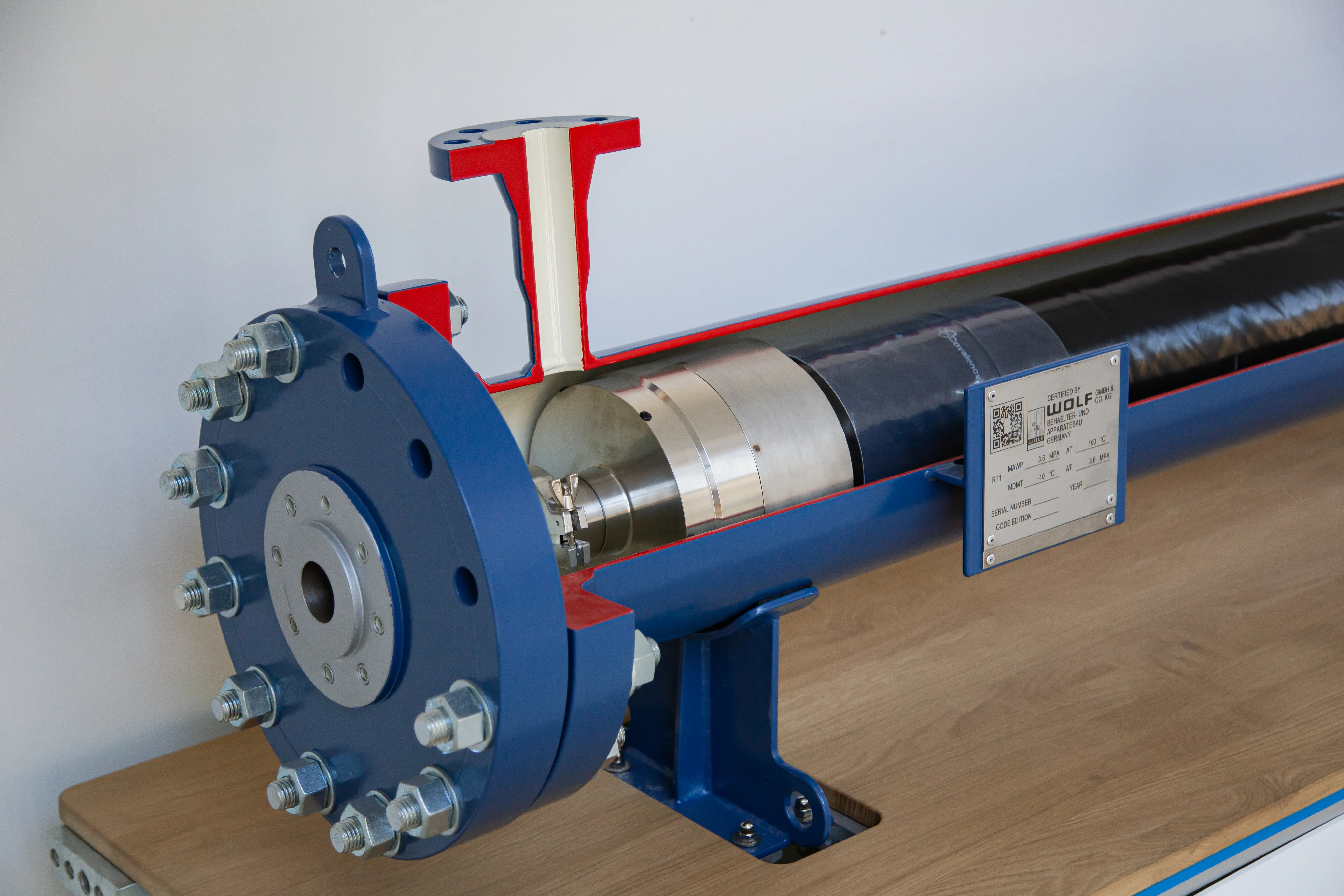
A membrane housing protects the sensitive separation membranes while ensuring the clean fluidic separation of feed, permeate, and retentate. The following sections illustrate what a pressure housing must be capable of and how we manufacture it.
Both pressure-resistant and leak-proof
A membrane casing, also known as a pressure casing or membrane module casing, is a pressure-resistant vessel that accommodates one or more membrane modules. In conventional hydrogen plants, several thousand polymer hollow fibers are bundled within a stainless steel or carbon steel casing. During hydrogen separation, the small H₂ molecule selectively passes through the membrane, while the larger residual gases—such as CH₄, CO₂, N₂, and O₂—are retained. For this separation principle to function reliably over the long term, the housing must meet two requirements: maximum pressure resistance and perfect leak tightness down to the molecular level.
Everything from a single source: the complete membrane housing skid
Our true value proposition lies not in individual housings, but in the complete skid fabrication. We integrate up to a four-digit number of membrane housings onto a ready-to-assemble steel frame, including high-pressure piping, distribution and collection lines, sensor systems, and a complete pressure test. Housings, piping, and steel structures are all manufactured under one roof, supervised by a certified welding engineer and documented in a single, audit-ready set of documents.
quality assurance (QA)
Quality assurance (QA) is handled by an in-house team of certified inspectors, utilizing a wide range of non-destructive and destructive testing methods, precise 3D measurement, and comprehensive batch traceability. This ensures that every component meets our quality standards and complies with applicable regulations. A dedicated team ensures comprehensive, audit-proof documentation; all materials, components, and filler metals are stored in a traceable and audit-proof manner.

Design in accordance with standards
Design of pressure vessels in accordance with all standards using Dimy6. Design in accordance with ASME U and U2 using Compress 2025. Design in accordance with AD 2000 and EN 13445 using Sant'Ambrogio NextGen 2025. FEM and CFD using ANSYS Mechanical Pro and Fluent 2025 R1. FEM analysis using Nozzle-Pro 15. Flange design according to EN 1591-1 using TEMESfcal. Design of pressure vessels using PTC Creo.


Diffusion-tight down to the molecular level
Hydrogen is the smallest and lightest molecule; therefore, diffusion tightness is a measurable reality rather than a marketing claim. We test every pressure-bearing weld seam with helium leak detection and document leak rates well below industry standards. In addition, we perform 100 percent non-destructive testing (NDT) using TOFD, phased array, and X-ray, as well as a pressure test at 1.43 times the design pressure in accordance with EN 13445-5.

Carbon, stainless, and duplex steels
Carbon steels
P265GH, P355GH, P355NH, P355NL1, 16Mo3, 13CrMo4-5, 10CrMo9-10, 15NiCuMoNb5-6-4, SA-516 Gr. 60, SA-516 Gr. 70, SA-350 LF2, SA-387 Gr. 11.
Stainless steels
1.4301, 1.4541, 1.4571, 1.4539, SA-240 304, SA-240 321, SA-240 316Ti, SA-240 904L.
Duplex steels
1.4462, SA-240 318LN.


Any questions? We’re here to help you personally.
At WOLF Vessel and Apparatus Construction, you and your projects are our top priority. You can always count on our consistently high product quality and our comprehensive service.

Daniel Wolf
CTO

Details on casings for membrane technology
What surface finishes do we achieve on the interior surfaces of our pressure vessels? How do we design the closures to allow for easy replacement of the diaphragm modules? Here, we clarify the most important technical details for your diaphragm systems.
How do you ensure the diffusion tightness of your housings? + − We employ a multi-stage inspection regimen: 100% visual testing (VT), 100% radiographic or ultrasonic testing (RT/UT) of all pressure-bearing weld seams, helium leak testing with leak rates < 1 × 10⁻⁹ mbar·l/s in the area of sealing surfaces, as well as a pressure test at 1.43 times the design pressure in accordance with EN 13445-5. Upon request, we can supplement the testing with TOFD and phased array testing for weld seams with a wall thickness greater than 30 mm.
We employ a multi-stage inspection regimen: 100% visual testing (VT), 100% radiographic or ultrasonic testing (RT/UT) of all pressure-bearing weld seams, helium leak testing with leak rates < 1 × 10⁻⁹ mbar·l/s in the area of sealing surfaces, as well as a pressure test at 1.43 times the design pressure in accordance with EN 13445-5. Upon request, we can supplement the testing with TOFD and phased array testing for weld seams with a wall thickness greater than 30 mm.
How long does it take to manufacture a custom membrane housing? + − We deliver standard designs within 10–16 weeks, depending on capacity utilization. More complex housings with thick walls, special materials (Alloy 625, Duplex), or specific internal machining require 16–24 weeks. The design and calculation phase typically takes 4–6 weeks. You will receive detailed timelines after we have finalized your specifications.
We deliver standard designs within 10–16 weeks, depending on capacity utilization. More complex housings with thick walls, special materials (Alloy 625, Duplex), or specific internal machining require 16–24 weeks. The design and calculation phase typically takes 4–6 weeks. You will receive detailed timelines after we have finalized your specifications.
How do you handle thermal stresses when the membrane is operating at high temperatures? + − For membrane applications with operating temperatures above 400 °C (e.g., palladium metal membranes), we perform thermomechanical FEM simulations using ANSYS. Without exception, we select heat-resistant steels (16Mo3, 13CrMo45, P355NH) or austenitic stainless steels with creep resistance verification in accordance with EN 13445-3, Chapter 19. For highly variable load cycles, a fatigue assessment is performed in accordance with Annex B of EN 13445-3.
For membrane applications with operating temperatures above 400 °C (e.g., palladium metal membranes), we perform thermomechanical FEM simulations using ANSYS. Without exception, we select heat-resistant steels (16Mo3, 13CrMo45, P355NH) or austenitic stainless steels with creep resistance verification in accordance with EN 13445-3, Chapter 19. For highly variable load cycles, a fatigue assessment is performed in accordance with Annex B of EN 13445-3.
What are the advantages of in-house production of housings, piping, and steel structures? + − Conventional skid projects distribute vessels, piping, and steel fabrication among three different suppliers. At WOLF, everything is produced under one roof. Specifically, this means for you:
• A consistent WPS/PQR strategy across all welded joints—no risk of interface issues
• Identical NDT depth for housings and piping—a single Level 3 inspector is responsible
• A single set of documents for the entire skid—no piecing together of files from three different subcontractors
• Streamlined commissioning: Helium leak testing and pressure test are performed on the complete skid prior to shipment
• Clear responsibilities regarding warranty and plant asset monitoring
Conventional skid projects distribute vessels, piping, and steel fabrication among three different suppliers. At WOLF, everything is produced under one roof. Specifically, this means for you:
• A consistent WPS/PQR strategy across all welded joints—no risk of interface issues
• Identical NDT depth for housings and piping—a single Level 3 inspector is responsible
• A single set of documents for the entire skid—no piecing together of files from three different subcontractors
• Streamlined commissioning: Helium leak testing and pressure test are performed on the complete skid prior to shipment
• Clear responsibilities regarding warranty and plant asset monitoring