Membrantechnologie
Membran-Housings sind das druckfeste Herz jeder Wasserstoff-Membrananlage. WOLF fertigt die hochdruckfesten, diffusionsdichten Druckgehäuse, die empfindliche Trennmembranen schützen und ihre Leistung erst möglich machen. Feinstbearbeitet, nach AD 2000, EN 13445 und ASME geprüft, auf Wunsch als kompletter Inhouse-Skid.
Membranen sind das Herz. Wir bauen den Schutzpanzer.
Membranen zur Wasserstofftrennung reagieren hochsensibel auf mechanische Belastungen und kleinste Undichtigkeiten. Unsere feinstbearbeiteten, hochdruckfesten Druckgehäuse aus C-Stahl und Edelstahl bieten den perfekten Schutzpanzer. Mit definierten Oberflächengüten und exakt passenden Modulaufnahmen sorgen wir dafür, dass Ihre Membrantechnologie unter Höchstdruck sicher, dicht und effizient arbeitet.

Membran-Housings im Detail
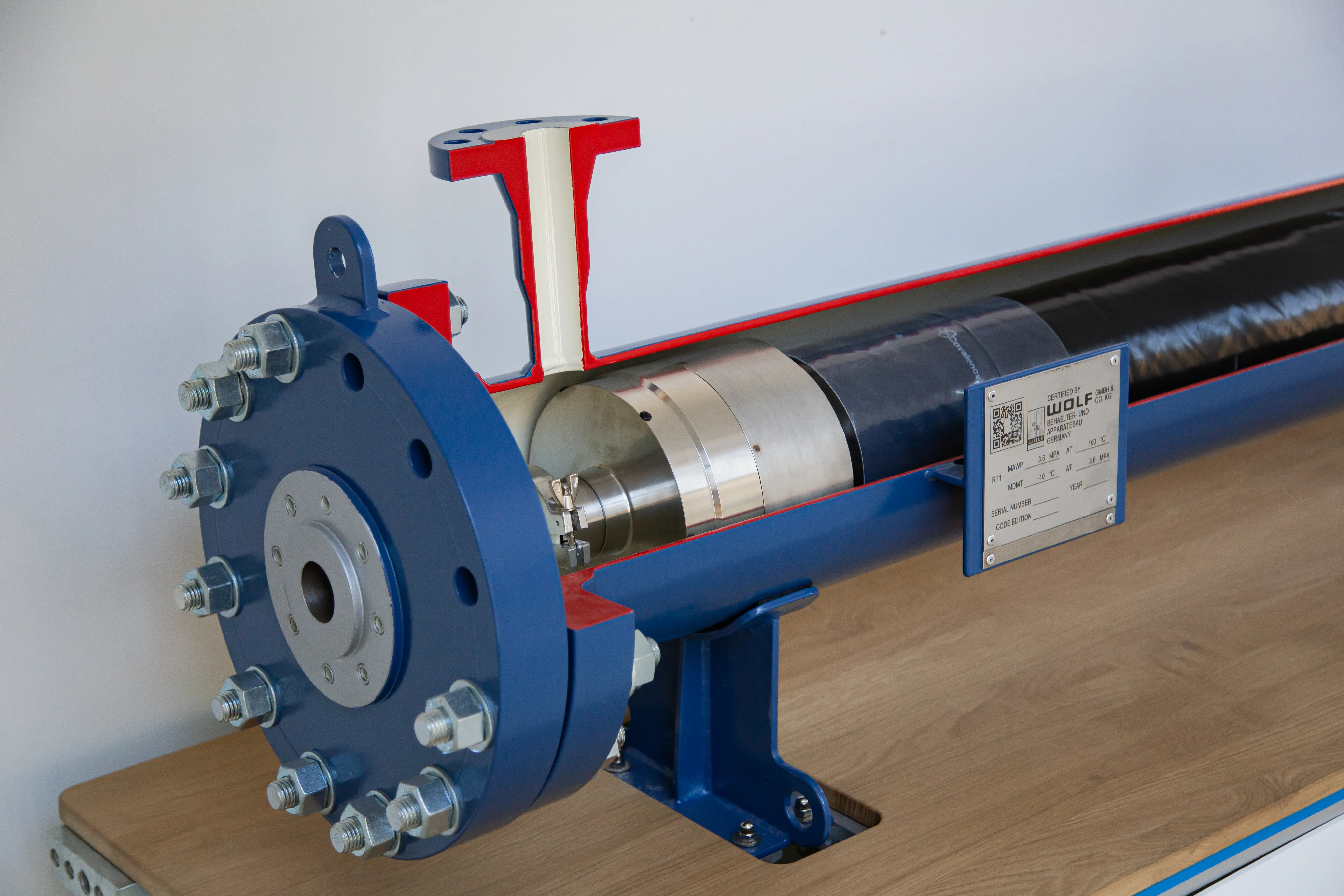
Ein Membran-Housing schützt die empfindlichen Trennmembranen und stellt zugleich die saubere strömungstechnische Trennung von Feed, Permeat und Retentat sicher. Was ein Druckgehäuse leisten muss und wie wir es fertigen, zeigen die folgenden Bereiche.
Druckfest und dicht zugleich
Ein Membran-Housing, auch Druckgehäuse oder Membranmodul-Gehäuse genannt, ist ein druckfester Behälter, der ein oder mehrere Membranmodule aufnimmt. In klassischen Wasserstoffanlagen werden mehrere tausend Polymer-Hohlfasern in einem Edelstahl- oder C-Stahl-Gehäuse gebündelt. Bei der Wasserstofftrennung passiert das kleine H2-Molekül selektiv die Membran, während die größeren Restgase wie CH4, CO2, N2 und O2 zurückbleiben. Damit dieses Trennprinzip dauerhaft funktioniert, muss das Housing zwei Anforderungen verbinden: maximale Druckfestigkeit und perfekte Dichtigkeit bis auf molekulare Ebene.
Alles aus einer Hand: der komplette Membran-Housing-Skid
Unser eigentlicher Wertbeitrag liegt nicht im einzelnen Housing, sondern in der kompletten Skid-Fertigung. Wir verbinden bis zu einer vierstelligen Anzahl von Membran-Housings auf einem montagefertigen Stahlbau-Rahmen, inklusive Hochdruck-Verrohrung, Verteiler- und Sammlerleitungen, Sensorik und vollständiger Druckprüfung. Housing, Verrohrung und Stahlbau entstehen unter einem Dach, überwacht von einem Schweißfachingenieur und dokumentiert in einem einzigen prüfungssicheren Dokumentensatz.
Qualitätssicherung
Die Qualitätssicherung übernimmt ein Team zertifizierter Prüfer im eigenen Haus, mit breitem Spektrum zerstörungsfreier und zerstörender Prüfverfahren, präzisem 3D-Aufmaß und vollständiger Chargennachverfolgung. So entspricht jedes Bauteil unseren Qualitätsansprüchen und den geltenden Normen. Für die lückenlose, prüfungssichere Dokumentation sorgt ein eigenes Team, alle Materialien, Bauteile und Schweißzusätze bleiben rückverfolgbar und revisionssicher gespeichert.

Normgerechte Auslegung
Auslegung von Druckbehältern nach allen Normen mit Dimy6. Auslegung nach ASME U und U2 mit Compress 2025. Auslegung nach AD 2000 und EN 13445 mit Sant'Ambrogio NextGen 2025. FEM und CFD mit ANSYS Mechanical Pro und Fluent 2025 R1. FEM-Berechnung mit Nozzle-Pro 15. Flanschauslegung nach EN 1591-1 mit TEMESfcal. Konstruktion der Druckbehälter mit PTC Creo.


Diffusionsdicht bis auf Molekülebene
Wasserstoff ist das kleinste und leichteste Molekül, Diffusionsdichtigkeit ist deshalb messbare Realität statt Marketing. Wir prüfen jede druckführende Schweißnaht mit Helium-Lecksuche und dokumentieren Leckraten weit unterhalb der branchenüblichen Anforderungen. Hinzu kommt eine 100 Prozent zerstörungsfreie Prüfung mit TOFD, Phased Array und Röntgen sowie die Druckprüfung mit dem 1,43-fachen Auslegungsdruck nach EN 13445-5.

C-, Edel- und Duplex-Stähle
C-Stähle
P265GH, P355GH, P355NH, P355NL1, 16Mo3, 13CrMo4-5, 10CrMo9-10, 15NiCuMoNb5-6-4, SA-516 Gr. 60, SA-516 Gr. 70, SA-350 LF2, SA-387 Gr. 11.
Edelstähle
1.4301, 1.4541, 1.4571, 1.4539, SA-240 304, SA-240 321, SA-240 316Ti, SA-240 904L.
Duplex-Stähle
1.4462, SA-240 318LN.

Ausgezeichnet gut.

Offene Fragen? Wir sind persönlich für Sie da.
Sie und Ihre Projekte stehen bei WOLF Behälter- und Apparatebau im Mittelpunkt. Auf unsere gleichbleibend hohe Produktqualität und unseren Rundum-Service können Sie sich zu jeder Zeit verlassen.

Daniel Wolf
CTO

Details zu Gehäusen für Membrantechnologie
Welche Oberflächengüten erreichen wir im Inneren unserer Druckgehäuse? Wie konstruieren wir die Verschlüsse für einen einfachen Austausch der Membranmodule? Hier klären wir die wichtigsten technischen Details für Ihre Membrananlagen.
Wie sichern Sie die Diffusionsdichtigkeit Ihrer Housings? + − Wir setzen ein mehrstufiges Prüfregime ein: 100 % Sichtprüfung (VT), 100 % Durchstrahlungs- oder Ultraschallprüfung (RT/UT) aller druckführenden Schweißnähte, Helium-Lecksuche mit Leckraten < 1 × 10⁻⁹ mbar·l/s im Bereich der Dichtflächen sowie Druckprüfung mit 1,43-fachem Auslegungsdruck nach EN 13445-5. Auf Wunsch ergänzen wir die Prüfung um TOFD und Phased Array für Schweißnähte über 30 mm Wandstärke.
Wir setzen ein mehrstufiges Prüfregime ein: 100 % Sichtprüfung (VT), 100 % Durchstrahlungs- oder Ultraschallprüfung (RT/UT) aller druckführenden Schweißnähte, Helium-Lecksuche mit Leckraten < 1 × 10⁻⁹ mbar·l/s im Bereich der Dichtflächen sowie Druckprüfung mit 1,43-fachem Auslegungsdruck nach EN 13445-5. Auf Wunsch ergänzen wir die Prüfung um TOFD und Phased Array für Schweißnähte über 30 mm Wandstärke.
Wie lange dauert die Fertigung eines kundenspezifischen Membran-Housings? + − Standardausführungen liefern wir je nach Kapazitätsauslastung in 10–16 Wochen. Komplexere Housings mit dicken Wandstärken, Sonderwerkstoffen (Alloy 625, Duplex) oder besonderen Innenbearbeitungen erfordern 16–24 Wochen. Die Konstruktions- und Berechnungsphase liegt typisch bei 4–6 Wochen. Genaue Zeitpläne erhalten Sie nach Abstimmung Ihrer Spezifikation.
Standardausführungen liefern wir je nach Kapazitätsauslastung in 10–16 Wochen. Komplexere Housings mit dicken Wandstärken, Sonderwerkstoffen (Alloy 625, Duplex) oder besonderen Innenbearbeitungen erfordern 16–24 Wochen. Die Konstruktions- und Berechnungsphase liegt typisch bei 4–6 Wochen. Genaue Zeitpläne erhalten Sie nach Abstimmung Ihrer Spezifikation.
Wie gehen Sie mit thermischen Belastungen um, wenn die Membran bei hohen Temperaturen arbeitet? + − Für Membrananwendungen mit Betriebstemperaturen über 400 °C (z. B. Palladium-Metallmembranen) führen wir thermisch-mechanische FEM-Simulationen mit ANSYS durch. Wir wählen ausnahmslos warmfeste Stähle (16Mo3, 13CrMo45, P355NH) oder austenitische Edelstähle mit Kriechfestigkeitsnachweis nach EN 13445-3 Kapitel 19 aus. Bei stark wechselnden Lastzyklen erfolgt eine Ermüdungsbewertung nach Anhang B von EN 13445-3.
Für Membrananwendungen mit Betriebstemperaturen über 400 °C (z. B. Palladium-Metallmembranen) führen wir thermisch-mechanische FEM-Simulationen mit ANSYS durch. Wir wählen ausnahmslos warmfeste Stähle (16Mo3, 13CrMo45, P355NH) oder austenitische Edelstähle mit Kriechfestigkeitsnachweis nach EN 13445-3 Kapitel 19 aus. Bei stark wechselnden Lastzyklen erfolgt eine Ermüdungsbewertung nach Anhang B von EN 13445-3.
Welche Vorteile bringt die komplette Inhouse-Fertigung von Housing, Verrohrung und Stahlbau? + − Konventionelle Skid-Projekte verteilen Behälter, Rohrleitungen und Stahlbau auf drei verschiedene Lieferanten. Bei WOLF entsteht alles unter einem Dach. Konkret heißt das für Sie:
• Eine durchgängige WPS/PQR-Strategie über alle Schweißverbindungen – kein Schnittstellen-Risiko
• Identische ZfP-Tiefe an Housing und Rohrleitung – ein einziger Level-3-Prüfer verantwortlich
• Ein Dokumentensatz für den gesamten Skid – kein Zusammenstückeln aus drei Unterlieferantenakten
• Verkürzte Inbetriebnahme: Helium-Lecksuche und Druckprüfung erfolgen vor Auslieferung am Komplettskid
• Klare Verantwortlichkeit bei Gewährleistung und Anlagen-Asset-Monitoring
Konventionelle Skid-Projekte verteilen Behälter, Rohrleitungen und Stahlbau auf drei verschiedene Lieferanten. Bei WOLF entsteht alles unter einem Dach. Konkret heißt das für Sie:
• Eine durchgängige WPS/PQR-Strategie über alle Schweißverbindungen – kein Schnittstellen-Risiko
• Identische ZfP-Tiefe an Housing und Rohrleitung – ein einziger Level-3-Prüfer verantwortlich
• Ein Dokumentensatz für den gesamten Skid – kein Zusammenstückeln aus drei Unterlieferantenakten
• Verkürzte Inbetriebnahme: Helium-Lecksuche und Druckprüfung erfolgen vor Auslieferung am Komplettskid
• Klare Verantwortlichkeit bei Gewährleistung und Anlagen-Asset-Monitoring