Tecnología de membranas
Las carcasas de membrana son el corazón resistente a la presión de cualquier instalación de membrana de hidrógeno. WOLF fabrica carcasas a presión resistentes a altas presiones y estancas a la difusión, que protegen las delicadas membranas de separación y hacen posible su rendimiento. Con un acabado de alta precisión, homologadas según las normas AD 2000, EN 13445 y ASME, y, si se desea, disponibles como skid completo de fabricación propia.
Las membranas son el corazón. Nosotros construimos la coraza protectora.
Las membranas para la separación de hidrógeno reaccionan con gran sensibilidad a las cargas mecánicas y a las fugas más mínimas. Nuestras carcasas a presión de acero al carbono y acero inoxidable, mecanizadas con la máxima precisión y resistentes a altas presiones, ofrecen la protección perfecta. Con calidades de superficie definidas y soportes modulares que encajan a la perfección, nos aseguramos de que su tecnología de membranas funcione de forma segura, hermética y eficiente incluso a presiones máximas.

Carcasas de membrana en detalle
Una carcasa de membrana protege las delicadas membranas de separación y, al mismo tiempo, garantiza la separación hidrodinámica limpia entre el alimento, el permeado y el retentado. En las siguientes secciones se muestra qué debe ofrecer una carcasa a presión y cómo la fabricamos.
Resistentes a la presión y herméticos al mismo tiempo
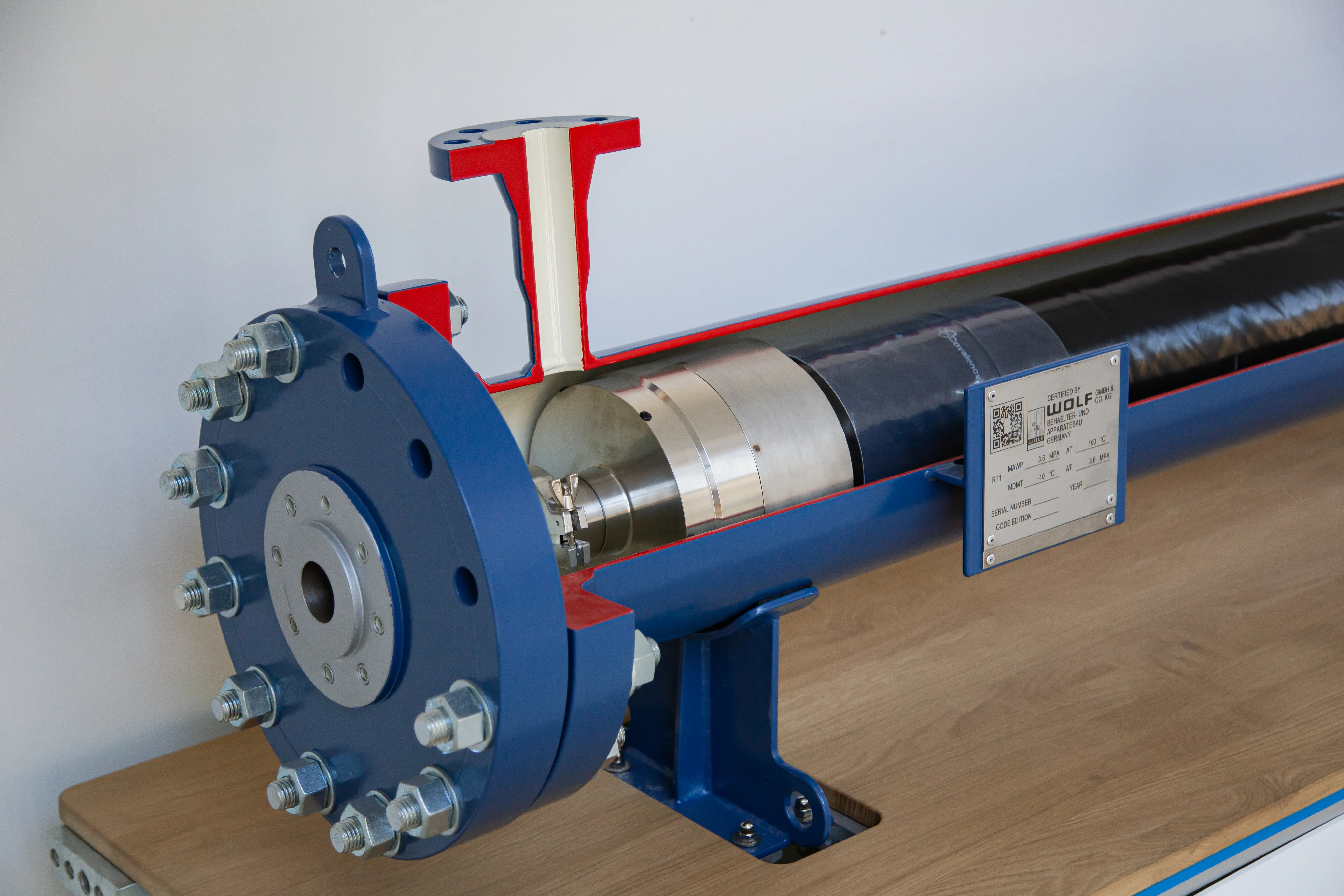
Una carcasa de membrana, también denominada carcasa a presión o carcasa de módulo de membrana, es un recipiente resistente a la presión que aloja uno o varios módulos de membrana. En las instalaciones clásicas de hidrógeno, se agrupan varios miles de fibras huecas de polímero en una carcasa de acero inoxidable o acero al carbono. Durante la separación del hidrógeno, la pequeña molécula de H₂ atraviesa la membrana de forma selectiva, mientras que los gases residuales de mayor tamaño, como el CH₄, el CO₂, el N₂ y el O₂, quedan retenidos. Para que este principio de separación funcione de forma duradera, la carcasa debe cumplir dos requisitos: máxima resistencia a la presión y estanqueidad perfecta hasta el nivel molecular.
Todo de un solo proveedor: el skid completo de carcasa de membrana
Nuestro verdadero valor añadido no reside en cada carcasa individual, sino en la fabricación completa de los skids. Unimos hasta un número de cuatro cifras de carcasas de membrana en un bastidor de acero listo para el montaje, incluyendo tuberías de alta presión, conductos de distribución y colectores, sensores y un ensayo de presión completo. Las carcasas, las tuberías y la estructura de acero se fabrican bajo un mismo techo, bajo la supervisión de un ingeniero especializado en soldadura y se documentan en un único conjunto de documentos que cumple con los requisitos de inspección.
aseguramiento de la calidad (QA)
El aseguramiento de la calidad (QA) corre a cargo de un equipo interno de inspectores certificados, que cuenta con una amplia gama de métodos de ensayo no destructivos y destructivos, mediciones 3D de precisión y un seguimiento completo de los lotes. De este modo, cada componente cumple con nuestros requisitos de calidad y con las normas vigentes. Un equipo propio se encarga de la documentación completa y fiable de los ensayos; todos los materiales, componentes y materiales de aporte se almacenan de forma que sean trazables y estén a prueba de auditorías.

Diseño conforme a la normativa
Diseño de recipientes a presión según todas las normas con Dimy6. Diseño según ASME U y U2 con Compress 2025. Diseño según AD 2000 y EN 13445 con Sant'Ambrogio NextGen 2025. MEC y CFD con ANSYS Mechanical Pro y Fluent 2025 R1. Cálculo MEC con Nozzle-Pro 15. Diseño de bridas según la norma EN 1591-1 con TEMESfcal. Diseño de los recipientes a presión con PTC Creo.


Estanco a la difusión hasta el nivel molecular
El hidrógeno es la molécula más pequeña y ligera, por lo que la estanqueidad a la difusión es una realidad medible y no una simple estrategia de marketing. Comprobamos cada cordón de soldadura sometido a presión mediante pruebas de fugas con helio y documentamos índices de fuga muy por debajo de los requisitos habituales del sector. A esto se suma un ensayo no destructivo (END) 100 % mediante TOFD, Phased Array y rayos X, así como el ensayo de presión con 1,43 veces la presión de cálculo según la norma EN 13445-5.

Aceros C, aceros inoxidables y aceros dúplex
Aceros al carbono
P265GH, P355GH, P355NH, P355NL1, 16Mo3, 13CrMo4-5, 10CrMo9-10, 15NiCuMoNb5-6-4, SA-516 Gr. 60, SA-516 Gr. 70, SA-350 LF2, SA-387 Gr. 11.
Aceros inoxidables
1.4301, 1.4541, 1.4571, 1.4539, SA-240 304, SA-240 321, SA-240 316Ti, SA-240 904L.
Aceros dúplex
1.4462, SA-240 318LN.


¿Tiene alguna duda? Estamos a su disposición para atenderle personalmente.
En WOLF Behälter- und Apparatebau, usted y sus proyectos son nuestra prioridad. Puede confiar en todo momento en la alta calidad constante de nuestros productos y en nuestro servicio integral.

Daniel Wolf
CTO

Detalles sobre carcasas para tecnología de membranas
¿Qué calidades de superficie conseguimos en el interior de nuestras carcasas a presión? ¿Cómo diseñamos los cierres para facilitar la sustitución de los módulos de membrana? Aquí aclaramos los detalles técnicos más importantes para sus instalaciones de membrana.
¿Cómo garantizan la estanqueidad a la difusión de sus carcasas? + − Aplicamos un régimen de inspección en varias fases: inspección visual (VT) al 100 %, inspección por radiografía o ensayo ultrasónico (UT) al 100 % de todos los cordones de soldadura sometidos a presión, detección de fugas con helio con índices de fuga < 1 × 10⁻⁹ mbar·l/s en las zonas de sellado, así como ensayo de presión a 1,43 veces la presión de cálculo según la norma EN 13445-5. Si se solicita, completamos el ensayo con TOFD y Phased Array para cordones de soldadura con un espesor de pared superior a 30 mm.
Aplicamos un régimen de inspección en varias fases: inspección visual (VT) al 100 %, inspección por radiografía o ensayo ultrasónico (UT) al 100 % de todos los cordones de soldadura sometidos a presión, detección de fugas con helio con índices de fuga < 1 × 10⁻⁹ mbar·l/s en las zonas de sellado, así como ensayo de presión a 1,43 veces la presión de cálculo según la norma EN 13445-5. Si se solicita, completamos el ensayo con TOFD y Phased Array para cordones de soldadura con un espesor de pared superior a 30 mm.
¿Cuánto tiempo tarda la fabricación de una carcasa de membrana a medida? + − Los modelos estándar se suministran en un plazo de 10 a 16 semanas, en función de la ocupación de la capacidad productiva. Las carcasas más complejas, con paredes de gran espesor, materiales especiales (aleación 625, dúplex) o acabados interiores específicos, requieren entre 16 y 24 semanas. La fase de diseño y cálculo suele durar entre 4 y 6 semanas. Recibirá plazos exactos una vez acordadas sus especificaciones.
Los modelos estándar se suministran en un plazo de 10 a 16 semanas, en función de la ocupación de la capacidad productiva. Las carcasas más complejas, con paredes de gran espesor, materiales especiales (aleación 625, dúplex) o acabados interiores específicos, requieren entre 16 y 24 semanas. La fase de diseño y cálculo suele durar entre 4 y 6 semanas. Recibirá plazos exactos una vez acordadas sus especificaciones.
¿Cómo se gestionan las cargas térmicas cuando la membrana funciona a altas temperaturas? + − Para aplicaciones de membranas con temperaturas de servicio superiores a 400 °C (por ejemplo, membranas metálicas de paladio), realizamos simulaciones termomecánicas por método de elementos finitos (FEM) con ANSYS. Seleccionamos, sin excepción, aceros resistentes a altas temperaturas (16Mo3, 13CrMo45, P355NH) o aceros inoxidables austeníticos con certificación de resistencia a la fluencia según la norma EN 13445-3, capítulo 19. En caso de ciclos de carga muy variables, se realiza una evaluación de la fatiga según el anexo B de la norma EN 13445-3.
Para aplicaciones de membranas con temperaturas de servicio superiores a 400 °C (por ejemplo, membranas metálicas de paladio), realizamos simulaciones termomecánicas por método de elementos finitos (FEM) con ANSYS. Seleccionamos, sin excepción, aceros resistentes a altas temperaturas (16Mo3, 13CrMo45, P355NH) o aceros inoxidables austeníticos con certificación de resistencia a la fluencia según la norma EN 13445-3, capítulo 19. En caso de ciclos de carga muy variables, se realiza una evaluación de la fatiga según el anexo B de la norma EN 13445-3.
¿Qué ventajas ofrece la fabricación íntegra en planta de carcasas, tuberías y estructuras de acero? + − En los proyectos convencionales de skids, los recipientes, las tuberías y la estructura de acero se distribuyen entre tres proveedores diferentes. En WOLF, todo se fabrica bajo un mismo techo. En concreto, esto significa para usted:
• Una estrategia coherente de WPS/PQR para todas las uniones soldadas: sin riesgo de incompatibilidades
• El mismo nivel de END tanto en la carcasa como en la tubería: un único inspector de nivel 3 es el responsable.
• Un único conjunto de documentos para todo el skid: se evita tener que recopilar información de tres expedientes de subcontratistas distintos
• Puesta en marcha acelerada: la detección de fugas de helio y el ensayo de presión se realizan antes de la entrega en el skid completo.
• Responsabilidades claras en materia de garantía y supervisión de activos de las instalaciones
En los proyectos convencionales de skids, los recipientes, las tuberías y la estructura de acero se distribuyen entre tres proveedores diferentes. En WOLF, todo se fabrica bajo un mismo techo. En concreto, esto significa para usted:
• Una estrategia coherente de WPS/PQR para todas las uniones soldadas: sin riesgo de incompatibilidades
• El mismo nivel de END tanto en la carcasa como en la tubería: un único inspector de nivel 3 es el responsable.
• Un único conjunto de documentos para todo el skid: se evita tener que recopilar información de tres expedientes de subcontratistas distintos
• Puesta en marcha acelerada: la detección de fugas de helio y el ensayo de presión se realizan antes de la entrega en el skid completo.
• Responsabilidades claras en materia de garantía y supervisión de activos de las instalaciones